
株式会社検査技術研究所さまの導入事例 [Case 446]

見える化がもたらした省エネ成功のポイント
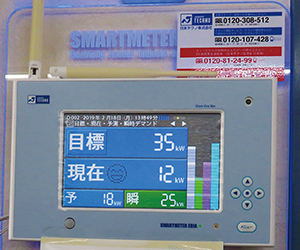
社員にムリな省エネを強いることなく電気を賢く使う
同社では電気炉や掘削ドリルなど、使用電力量の多い機器についてデマンドが目標設定値を超えないよう稼働時間を調整。あわせて空調の温度設定などの対応をしてきた。過度な取り組みは行わずたとえば温度が高い作業場では空調を増やす、必要な加工機器は使用電力量が増えても導入するなどして生産性の向上を維持しながらも省エネに取り組んだ。その後も電気の「見える化」を活用し、生産品目や作業内容が増えても社員の創意工夫で契約電力を維持している。
・使用電力量の多い機器の分散稼働
・こまめな消灯とLED化
・空調のこまめな温度調整
■ 導入効果
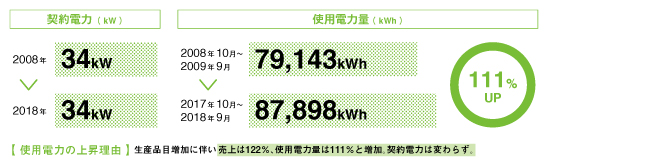
【 使用電力の上昇理由 】
生産品目増加に伴い売上は122%、使用電力量は111%と増加。契約電力は変わらず。
*導入時期:2008年6月、取材時期:2019年2月
東日本大震災が転機に
検査技術研究所は、超音波を用いて金属内の損傷を非破壊検査する「センサー」を製造している。対象となる金属製品は橋梁やモーターシャフトなど多岐にわたる。対象によってセンサーの形状や性能を変える必要があるため、同社の生産体制は基本商品をベースとしたセミオーダーメイドである。
「サービスの導入当初は照明のLED化や、廊下・未使用時のトイレの照明OFFなど身の回りでできる事柄に取り組んでいました。本格的に省エネを意識したのは東日本大震災後。計画停電などを体験することで、社員からさらに電気の使い方を工夫しようという声が出ました」(代表取締役 岡賢治氏)。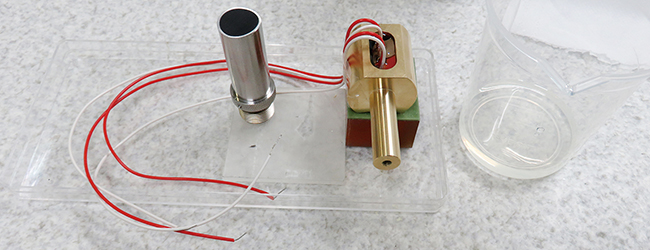
超音波センサーはセミオーダーで生産
無理な省エネは意味がない
セミオーダーメイドのメリットを活かし、社員は互いにコミュニケーションを取りながら電気炉や掘削ドリルなど、比較的使用電力量の多い機器について、工程を確認しながらデマンドが目標設定値を超えないよう稼働時間を調整。調整が難しいときは空調の温度設定などで対応する。ちなみに自社ビルの壁面・ガラスには遮熱塗料を塗っており、建物内の室温変動を抑えている。
「社員に無理な省エネは強いません。たとえば夏に暑いと意見のあった作業場では空調を2台から3台に増やしました。新型の加工機器はたとえ使用電力量が増えても積極的に導入します。生産性を低下させてまで省エネする意味はないですから」。
お互いのコミュニケーションが不可欠
電気を「見える化」して賢く使う
 同社は検査技術の改良と高機能化を通じて生産品目を増やし、お客さまの新たなニーズを開拓してきた。その結果、導入前後比で売上は約3.5億円から約1億円の増加(122%)、使用電力量は111%となった。しかし契約電力はサービス導入前後で34kWと変わらない。「見える化」の甲斐あって作業内容が増えても各社員の創意工夫で契約電力を維持しており、「電気を賢く使おう」という意識は確実に定着している。
同社は検査技術の改良と高機能化を通じて生産品目を増やし、お客さまの新たなニーズを開拓してきた。その結果、導入前後比で売上は約3.5億円から約1億円の増加(122%)、使用電力量は111%となった。しかし契約電力はサービス導入前後で34kWと変わらない。「見える化」の甲斐あって作業内容が増えても各社員の創意工夫で契約電力を維持しており、「電気を賢く使おう」という意識は確実に定着している。
 Comment コメント
Comment コメント代表取締役社長 岡 賢治氏
私たちは日本で唯一、超音波検査のセンサー感度を調整するための標準試験片の製造を任された会社であり、技術力が強みです。製品の高付加価値化がもっとも重要ですが、むやみに電気を使えばよいわけではありません。これからも電気の「見える化」を活用して賢い電気の使い方を意識します。
| 企業概要 | |
|---|---|
| 事業内容 | 超音波センサー製造 |
| 従業員数 | 20名(2019年2月現在) |
| 所在地 | 神奈川県川崎市 |
この記事のPDFをダウンロードする。
(フォーム送信後に資料をダウンロードいただけます。)
ダウンロード

パワフルネットワークでお客さまの省エネ・省コスト化を強力バックアップ!
こちらのお客さまは横浜第一・第二営業所が担当しています。
〒222-0033 神奈川県横浜市港北区新横浜3-19-5
新横浜第二センタービル10階 MAP
























